一、產品參數
HRC:55°
螺旋角:35°適用于加工普通鋼件
刃數:4刃
二、適用范圍
適用加工材質:
不銹鋼、鋁合金、模具鋼、工具鋼、碳素鋼、合金鋼、鑄鐵、一般鐵材等等。
二刃以切削溝槽為主,四刃以側銑及面銑為主,專用于鋁合金基體的加工作業。
適用機床:CNC加工中心、精雕機等高速機床。
加工范圍:多用于槽加工、木工銑刀,臺階面加工。
三、規格
|
DS系列高硬四刃粗皮 (古銅)
|
|||||
|
貨號 |
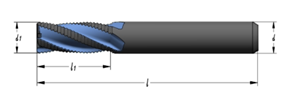
直徑(d1) |
刃長(l1) |
柄徑(d) |
全長(l ) |
樣式 |
|
DSM-C06BZ-4F0060S |
6.0 |
16 |
6 |
50 |
A |
|
DSM-C08BZ-4F0080S |
8.0 |
20 |
8 |
60 |
A |
|
DSM-C10BZ-4F0100S |
10.0 |
25 |
10 |
75 |
A |
|
DSM-C12BZ-4F0120S |
12.0 |
30 |
12 |
75 |
A |
|
DSM-C14BZ-4F0140S |
14.0 |
35 |
14 |
80 |
A |
|
DSM-C16BZ-4F0160S |
16.0 |
40 |
16 |
100 |
A |
|
DSM-C18BZ-4F0180S |
18.0 |
45 |
18 |
100 |
A |
|
DSM-C20BZ-4F0200S |
20.0 |
50 |
20 |
100 |
A |
|
DSM-C25BZ-4F0250S |
25.0 |
65 |
25 |
120 |
A |
|
|
|
|
|
|
|
|
DSM-C06LS-4F0060S |
6.0 |
25 |
6 |
75 |
A |
|
DSM-C08LS-4F0080S |
8.0 |
32 |
8 |
80 |
A |
|
DSM-C10LS-4F0100S |
10.0 |
40 |
10 |
100 |
A |
|
DSM-C12LS-4F0120S |
12.0 |
50 |
12 |
110 |
A |
|
DSM-C14LS-4F0140S |
14.0 |
55 |
14 |
120 |
A |
|
DSM-C16LS-4F0160S |
16.0 |
60 |
16 |
120 |
A |
|
DSM-C18LS-4F0180S |
18.0 |
65 |
18 |
130 |
A |
|
DSM-C20LS-4F0200S |
20.0 |
70 |
20 |
130 |
A |
|
DSM-C25LS-4F0250S |
25.0 |
75 |
25 |
150 |
A |
四、產品細節
1.35度螺旋角,加大容量排屑槽強力切削,排除切屑更流暢實現高效率。
2.刀口抗震設計,全刃口抗震設計能抑制加工過程中的振刀,提高加工表面質量。
3.刃部設計,不易崩角,增強刀具剛性,兼顧刀具的剛性以及排屑性能使得刀具的切削和排屑更加穩定。
4.螺旋排屑槽,槽內經過特細顆粒砂輪加工,獨特的容屑形狀有效的防止積屑溜的產生,即使在溝槽及型腔加工中也能表現出優異的性能。
五、涂層說明
納米涂層具有耐磨性和抗氧化性,能對55度以下的熱處理材料直接進行高速粗加工細加工,減少換刀次數提高機床稼動率。
|
涂層材料 |
維氏硬度HV |
干摩擦系數(對鋼) |
參考膜厚 |
耐熱溫度(℃) |
顏色 |
|
TiSiN |
3100 |
0.4 |
1.2-2.5u |
1000 |
古銅色 |
六、使用以及定制說明
使用說明
為了得到較佳切削效果及延長刀具壽命。請務必使用高精度、高剛性、動平衡佳的刀具。
1.使用刀具前,請測刀具偏擺,刀具偏擺精度超過0.01mm時,請改正后再切削;
2.刀具伸出夾頭的長度越短越好,刀具伸出較長時,請自行調降轉速、進給速度或切削量;
3.在切削中若產生異常震動或聲音時,請調降主軸轉速與切削量到情況改善為止;
4鋼料冷卻以噴霧式或噴氣式為最佳適用方式,以使高鋁鈦發揮最佳效果。不銹鋼、鈦合金或耐熱何靜建議適用不水溶性切削液。
5.切削方式受工件、機器、軟件的影響,以上噸僅供參考,待切削狀況穩定后再將進給速 度往上提高30%~50%。
定制說明
對于需要定制的球頭銑刀類型產品,請按以下形式給出相應數據。
1. 規格D8R4*20*SHD8*60,即
刃徑:8mm
刃長:20mm
柄徑:8mm
總長:60mm
2. 加工工件,如鋼件,鋁件,或不銹鋼
3. 加工環境
|
問題 |
原因 |
解決方法 |
|
銑刀斷損 |
進給速度太快,轉速太慢 |
降低進給速度,或提高加轉速,雕刻機正常的轉速要在20000轉/分鐘以上 |
|
切削余量太多 |
減少切削量 |
|
|
刀具伸出太長,夾持部位太少 |
盡量減少伸出部分,保證夾持部位在4倍柄以上 |
|
|
刃口磨損嚴重 |
換刀重磨,或降低切削速度 |
|
|
夾具精度太差 |
更換夾具 |
|
|
主軸或夾具松動 |
調整主軸或夾具 |
|
|
加工面復雜,死角太多 |
調整切削參數,編程方式 |
|
|
工件固定不穩 |
改善工裝夾具,確保工件穩固 |
|
|
排屑不良,沾屑嚴重 |
重選刀具型號,改變冷卻方式 |
|
|
刀刃易崩裂 |
進給速度太快,刃口太鋒利或刀尖角太尖 |
降低逬給速度用金鋼銼倒角,使刃口鈍化 |
|
夾頭精度太差或安裝不良 |
更換夾頭,或清理夾頭中的碎屑 |
|
|
夾具剛性太差,把握力不夠 |
降低切削參數 |
|
|
工件形狀復雜,死角太多 |
改低切削參數及編程方式 |
|
|
工件安裝不穩固 |
改善工裝夾具,確保工件穩固 |
|
|
切削方向不正確 |
一般采用順銑方式切削 |
|
|
材料中有雜質 |
注意材料及切削速度 |
|
|
刀刃易磨損 |
回轉速度太快或進給速度太慢 |
降低回轉數或提高進給速度 |
|
主軸或夾具精度不高 |
調整主軸精度或更換夾具 |
|
|
排屑不佳,刀刃粘屑 |
選擇正確的刀具型號,改善排屑方式 |
|
|
工件材料不明,刀具型號選擇不正確 |
確定材質近目錄選擇相應型號刀具 |
|
|
切削液選擇不正確 |
選擇正確的切削液 |
|
|
切削方向不正確 |
選擇順洗方式 |
|
|
表面光潔度不佳 |
進給速度太快或轉速太慢 |
低進給速度或提高轉速 |
|
刀具磨損嚴重 |
更換刀具 |
|
|
刀具研磨后精度不高 |
精加工推薦使用新刀具 |
|
|
切削屑堆積太多 |
淸除切削屑,改變冷卻方式 |
|
|
沒有切削冷卻裝置 |
采用正確的必要的冷卻裝置(如水冷等) |
|
|
刀具振動大 |
選擇髙剛性,精度高,把握力強的夾具,盡量減少刀具伸出長度。 |
|
|
達不到自己想要的效果 |
選擇直徑更大的刀具或好的精雕機效果會更好 |


多年行業經驗
專業,更放心

專業優良的設計團隊
造就穩定產品質量

所有產品初用到報廢
一路跟進

設備技術支持
7x24小時保障
常州克蘭奇精密工具有限公司
銷售熱線:18602586653、18961118172 技術服務:18136298184
售后服務:17712751324 咨詢電話:0519-83335615
公司郵箱:booran@126.com
公司地址:常州市新北區西夏墅鎮靈山中路26號27幢1室
技術支持:新超云網絡

克蘭奇微信二維碼
銷售熱線:18602586653、18961118172 技術服務:18136298184
售后服務:17712751324 咨詢電話:0519-83335615
公司郵箱:booran@126.com
公司地址:常州市新北區西夏墅鎮靈山中路26號27幢1室
技術支持:新超云網絡
備案號:蘇ICP備20017086號